

Which of the following environments is most suitable for the use of kanban systems?
- A . Short product life cycles
- B . High levels of customization
- C . Intermittent production
- D . Stable and predictable demand
D
Explanation:
Kanban is a pull system that uses visual signals to trigger the replenishment of materials or parts. It works best in environments where the demand is stable and predictable, and the production process is continuous and standardized. Kanban helps to reduce inventory, waste, and lead time by synchronizing the production and consumption rates. Kanban is not suitable for environments where the demand is volatile, the product life cycle is short, the production process is intermittent, or the product is highly customized. These factors would require frequent changes in the kanban system and reduce its effectiveness.
References:
• CPIM Part 1 Study Guide, Chapter 4: Demand Management, Section 4.3: Pull Systems and Kanban
• CPIM Part 2 Study Guide, Chapter 1: Execution of Operations, Section 1.4: Lean Production and JIT
• What Is the Kanban System? – Investopedia
• Kanban – What Is it? | Lean Enterprise Institute
In the design and development of a manufacturing process, process engineers would most likely be responsible for decisions relating to:
- A . lead times.
- B . production capacity.
- C . product reliability.
- D . routing sequences.
D
Explanation:
Process engineers are responsible for designing, implementing, controlling, and optimizing industrial
processes, especially continuous
ones such as the production of petrochemicals1. One of the decisions that
process engineers would most likely make is the routing sequence, which is the
order of operations or activities that are performed on a product or material
as it moves through the production process2. The routing sequence affects the
process performance, efficiency, quality, and cost, and it requires careful
planning and analysis by the process engineers. Option A is not correct,
because lead times are the time intervals between the initiation and completion
of a process or a project3. Lead times are influenced by many factors, such as
demand, capacity, inventory, scheduling, and supply chain management, and they
are not solely determined by the process engineers. Option B is not correct,
because production capacity is the maximum amount of output that a process or a
system can produce within a given period of time4. Production capacity depends
on the availability and utilization of resources, such as materials, labor,
equipment, and facilities, and it is not only decided by the process engineers.
Option C is not correct, because product reliability is the probability that a
product will perform its intended function without failure for a specified period
of time under specified conditions5. Product reliability is affected by many
aspects, such as product design, quality control, testing, maintenance, and
customer feedback, and it is not the sole responsibility of the process
engineers.
References: 1 Process engineering – Wikipedia 6 2 Routing (production) – Wikipedia 7 3 Lead Time: Definition, Formula, and Examples 8 4 Production Capacity: Definition, Calculation, and Examples 9 5 Product Reliability: Definition, Measurement, and Improvement
Which of the following strategies is most appropriate for a business unit with a low relative market share in a high-growth market?
- A . Using excess cash generated to fund other business units
- B . Investing in the acquisition of competitors
- C . Investing in projects to maintain market share
- D . Designing product improvements to protect market share
C
Explanation:
For a business unit with a low relative market share in a high-growth market, the most appropriate strategy is investing in projects to maintain market share. In a high-growth market, opportunities for expanding or solidifying market share are significant. A business unit with a low market share can benefit from investing in projects that enhance its competitive position, such as improving operational efficiency, innovation in products or services, and marketing efforts. These investments aim to strengthen the unit’s market presence and capitalize on the growth potential of the market. This approach is more suitable than using excess cash for other units, acquiring competitors, or just focusing on product improvements, as it directly addresses the need to build a stronger market position in a growing market.
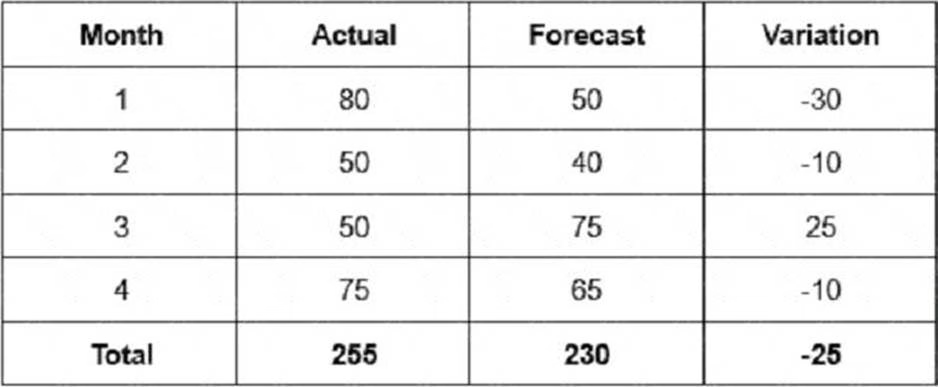
Based on the above table, calculate the mean absolute deviation (MAD).

- A . -25
- B . 6.25
- C . 18.75
- D . 20
B
Explanation:
The mean absolute deviation (MAD) is a measure of variability that indicates the average distance between observations and their mean. MAD uses the original units of the data, which simplifies interpretation. Larger values signify that the data points spread out further from the average. Conversely, lower values correspond to data points bunching closer to it. The mean absolute deviation is also known as the mean deviation and average absolute deviation1.
The formula for the mean absolute deviation is the following:
MAD=(|XCX|)/N
Where:
• X = the value of a data point
• X = the mean of the data points
• |X C X| = the absolute deviation of a data point from the mean
• N = the number of data points
• = the summation symbol
Based on the table, we can calculate the MAD as follows:
• X=(80+50+50+75)/4=63.75
• |X C X| = |80 – 63.75|, |50 – 63.75|, |50 – 63.75|, |75 – 63.75| = 16.25, 13.75, 13.75, 11.25
• MAD = (16.25 + 13.75 + 13.75 + 11.25) / 4 = 6.25
Therefore, the correct answer is B.
References: = 1 CPIM Part 2 Exam Content Manual, Domain 3: Plan and Manage Demand, Task 3.1: Develop, validate, and review demand plans, p. 23.
In which of the following situations would you use an X-bar chart?
- A . Track the number of defects that are found in each unit.
- B . Measure the difference between the largest and the smallest in a sample.
- C . Determine the average value of a group of units.
- D . Estimate a subgroup variation.
C
Explanation:
An X-bar chart is a type of control chart that is used to determine the average value of a group of units. It is also known as a mean chart. It plots the sample means of subgroups of units over time and compares them with the center line and the control limits. An X-bar chart is useful for monitoring the central tendency of a process and detecting any shifts or trends in the process mean. It is often used in conjunction with an R-chart, which measures the subgroup variation.
References:
Managing Supply Chain Operations, Chapter 9: Quality Management, Section 9.2: Statistical Process
Control, Subsection 9.2.1: Control Charts
CPIM Exam Content Manual, Module 8: Quality, Technology and Continuous Improvement, Section 8.1: Quality Management, Subsection 8.1.2: Statistical Process Control, Subsubsection 8.1.2.1: Control Charts
The question below is based on the following standard and actual data of a production order
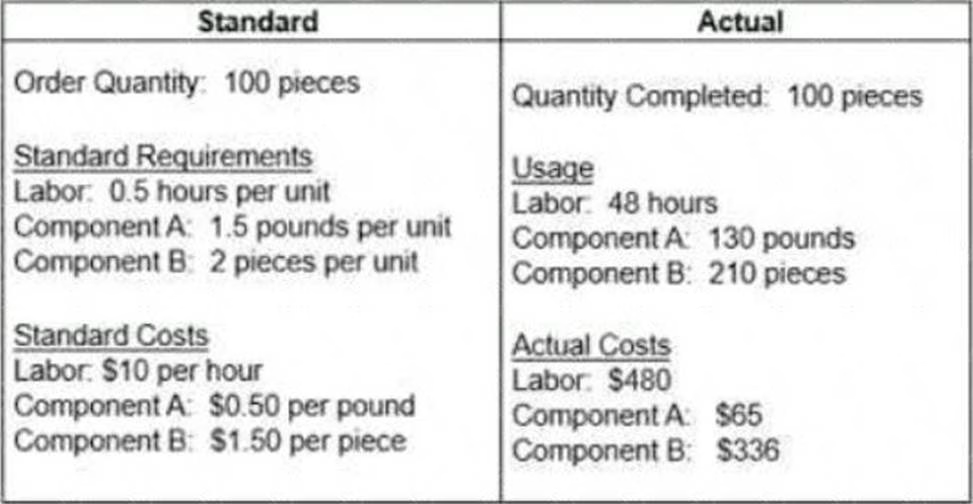

Which of the following statements about variances is true?
- A . The material price vanance for Component A is favorable by S10
- B . The labor pnce variance is unfavorable by S20
- C . The material usage variance for Component B is favorable by $36
- D . The labor efficiency variance is favorable by S20
D
Explanation:
The labor efficiency variance is the difference between the standard labor hours allowed for the actual output and the actual labor hours used, multiplied by the standard labor rate. In this case, the standard labor hours allowed for 100 pieces are 0.5 * 100 = 50 hours. The actual labor hours used are 48 hours. The standard labor rate is $10 per hour. Therefore, the labor efficiency variance = (50 – 48) * $10 = $20 favorable. This means that the actual labor hours used were less than the standard labor hours allowed, which indicates a higher labor efficiency12
References:
1: CPIM Part 2 – Section B – Module 2 – Session 2 – Variance Analysis
2: CPIM Part 2 – Section B – Module 2 – Session 3 – Variance Analysis Example
In a make-to-stock (MTS) environment, the master production schedule (MPS) Is usually a schedule of which of the following types of items?
- A . Phantom items
- B . Finished goods items
- C . Component/subassembly items
- D . Raw material items
B
Explanation:
In a make-to-stock (MTS) environment, the master production schedule (MPS) is usually a schedule of finished goods items that are ready to be sold to customers. Phantom items, component/subassembly items, and raw material items are not typically scheduled in the MPS, but rather in the material requirements planning (MRP) system, which is driven by the MPS.
References:
CPIM 8.0 Exam Content Manual Preview, page 10, section 4.1.1
CPIM Part 1 Study Guide, page 66, section 4.1.1
CPIM Part 1 Learning System, Module 4, Lesson 1, Topic 1: Master Production Schedule
A company implementing a localized multi-country strategy to increase market share should engage in which of the following actions?
- A . Sell different product versions in different countries under different brand names.
- B . Sell the same products under the same brand name worldwide.
- C . Locate plants on the basis of maximum location advantage.
- D . Use the best suppliers regardless of geographic location.
A
Explanation:
A localized multi-country strategy is a type of global strategy that involves adapting products, marketing, and operations to the specific needs and preferences of each country or region where the company operates. This strategy allows the company to increase its market share by appealing to the local customers and differentiating itself from the competitors. A localized multi-country strategy requires the company to sell different product versions in different countries under different brand names, as this reflects the high degree of customization and localization that the strategy entails. The other options are not consistent with a localized multi-country strategy, as they imply a low degree of adaptation and a high degree of standardization across the markets. Selling the same products under the same brand name worldwide is a global strategy that assumes universal customer preferences and seeks economies of scale. Locating plants on the basis of maximum location advantage is a transnational strategy that balances global integration and local responsiveness. Using the best suppliers regardless of geographic location is a sourcing strategy that does not necessarily reflect the degree of localization of the products or the marketing.
References:
CPIM Part 2 Exam Content Manual, p. 19
Multidomestic strategy: Global success through localization
Localization strategy – How to build with examples
One of the benefits of Integrating a poka-yoke into the production process is that it can be used to:
- A . facilitate mixed-model scheduling.
- B . prevent defects.
- C . Improve machine utilization.
- D . enable one-piece flow.
B
Explanation:
Poka-yoke is a Japanese term that means “mistake-proofing”. It is a lean tool that aims to eliminate errors and defects by designing processes or products in such a way that mistakes are either prevented or detected and corrected immediately. Poka-yoke can be applied in various ways, such as using sensors, guides, checklists, alarms, or color-coding, to ensure that the process or product meets the quality standards and customer expectations. One of the benefits of integrating poka-yoke into the production process is that it can be used to prevent defects, which can result in lower costs, higher customer satisfaction, and improved productivity. By avoiding defects, poka-yoke can also reduce waste, rework, inspection, and warranty claims, as well as enhance safety and reliability.
References: = CPIM Part 2 Exam Content Manual, Version 8.0, ASCM, 2021, p. 29. CPIM Part 2 Learning System, Version 8.0, Module 3, Section C, Topic 2.
If all other factors remain the same, when finished goods inventory investment is increased, service levels typically will:
- A . remain the same.
- B . increase in direct (linear) proportion.
- C . increase at a decreasing rate.
- D . increase at an increasing rate.
C
Explanation:
Increasing finished goods inventory investment will improve service levels by reducing the probability of stockouts. However, the relationship between inventory and service level is not linear, but rather asymptotic. This means that as inventory increases, service level increases at a decreasing rate, approaching a maximum value. Therefore, option C is correct. Option A is incorrect because service level will not remain the same when inventory changes. Option B is incorrect because service level will not increase in direct proportion to inventory. Option D is incorrect because service level will not increase at an increasing rate as inventory increases.
References: CPIM Part 2 Exam Content Manual, Version 8.0, Section A: Demand Management, Subsection A.3: Demand Management and Customer Service, p. 10.
Which of the following stock location systems would you use in a repetitive manufacturing, lean environment?
- A . Fixed location
- B . Floating location
- C . Point-of-use storage
- D . Central storage
C
Explanation:
Point-of-use storage is a stock location system that places inventory close to where it is needed or consumed in the production process. This reduces waste, handling, and transportation costs, and improves material flow and visibility. Point-of-use storage is a key element of a lean environment, where inventory is minimized and replenished frequently based on demand signals.
References: EXAM CONTENT MANUAL PREVIEW, page 15, section 7.1.2. Manufacturing Planning and Control for Supply Chain Management: The CPIM Reference, Second Edition, page 462, section 13.3.
Which of the following inventory management techniques is most responsive to changes in demand levels?
- A . Two-bin system
- B . Periodic review system
- C . Cycle counting
- D . ABC classification
B
Explanation:
A periodic review system is an inventory management technique where the inventory level is checked at fixed intervals and replenishment orders are placed according to the current demand and inventory position. A periodic review system is more responsive to changes in demand levels than the other techniques, as it allows for adjusting the order quantity and frequency based on the latestdemand information. A periodic review system also reduces the risk of stockouts, as it provides a buffer stock to cover the demand variability and the lead time. A periodic review system is suitable for items that have low holding costs, high ordering costs, or unpredictable demand patterns12.
References: Periodic Review System – Inventory Management – MBA Knowledge Base, Inventory Management: How to Organize and Plan Effectively – G2
In a lean environment, the batch-size decision for planning "A" items would be done by:
- A . least total cost.
- B . min-max system.
- C . lot-for-lot (L4L).
- D . periodic order quantity.
C
Explanation:
In a lean environment, the batch-size decision for planning “A” items would be done by lot-for-lot (L4L). L4L is an inventory management technique that orders exactly the quantity needed to meet the demand for each period. This minimizes the work in process, cycle time, and inventory holding costs. L4L is consistent with the lean principles of reducing batch sizes, eliminating waste, and responding to customer pull. The other options are not suitable for a lean environment, as they either order more than the demand (least total cost, min-max system, periodic order quantity) or incur more setup costs (least total cost, periodic order quantity).
References:
• [CPIM Part 2 – Section A – Topic 3 – Lean and Just-in-Time]
• Optimize Production Batch Sizes
• How to determine your Lot Size – Part 1
Which of the following is the fundamental difference between finite loading and other capacity planning approaches?
- A . It is highly dependent on advanced computer software to function effectively.
- B . It is only managed by shop floor supervisors.
- C . It can use historical information to drive decision-making processes.
- D . It considers adjustments to plans based on planned capacity utilization.
D
Explanation:
Finite loading is a capacity planning approach that takes into account the available capacity of the resources and does not allow overloading. It considers adjustments to plans based on planned capacity utilization, which means that it can change the start or end dates of the operations to avoid exceeding the capacity limits. This way, finite loading ensures that the production schedule is realistic and feasible. Other capacity planning approaches, such as infinite loading, do not consider adjustments to plans based on planned capacity utilization. Infinite loading ignores the capacity constraints and schedules the operations based on the due dates and the lead times, regardless of the resource availability. This may result in overloading the resources and causing delays or disruptions in the production process. Therefore, the fundamental difference between finite loading and other capacity planning approaches is that finite loading considers adjustments to plans based on planned capacity utilization, while other approaches do not.
References:
CPIM Part 2 Exam Content Manual, p. 48
The Difference Between Finite Capacity Scheduling and Infinite Capacity Loading
FINITE LOADING
One way to mitigate liability risk in the supply chain is to:
- A . negotiate lower component cost.
- B . require traceability for components.
- C . push inventory to supplier locations.
- D . use less-than-truckload (LTL) shipments more frequently.
B
Explanation:
One way to mitigate liability risk in the supply chain is to require traceability for components. Liability risk is the risk that a party may be held responsible for certain types of losses caused by its actions or products to third parties1. Traceability is the ability to track the origin, history, location, and movement of a product or a component through the supply chain2. Requiring traceability for components can help to mitigate liability risk in the supply chain by enabling the identification and verification of the quality, safety, and compliance of the components, as well as the detection and prevention of counterfeit, defective, or hazardous components. Traceability can also facilitate the recall, repair, or replacement of faulty components, and the allocation of responsibility and accountability among the supply chain partners in case of a liability claim34.
References: 1
What is a Liability Risk? – Definition from Insuranceopedia 5 2 Traceability – Wikipedia 6 3 Supply Chain Liability in the Corporate Sustainability Due Diligence … 7 4 CPIM Exam References – Association for Supply Chain Management 8
How would a master production schedule (MPS) be used In an assemble-to-order (ATO) manufacturing environment?
- A . The MPS is used to plan subassemblies and components; end items are only scheduled when a customer order is received.
- B . Subassemblies are scheduled in the MPS when the customer order is received, and production can start.
- C . Typically, the MPS is not used in companies using an ATO manufacturing strategy.
- D . Often In an ATO environment, the MPS is created once a year and only revised if a product is discontinued.
A
Explanation:
In an assemble-to-order (ATO) manufacturing environment, the MPS is used to plan subassemblies and components that have long lead times or high demand variability. These subassemblies and components are produced and stocked in anticipation of customer orders. The end items are only scheduled in the MPS when a customer order is received, and they are assembled from the available subassemblies and components. This reduces the lead time and inventory for the end items, while increasing the flexibility and responsiveness to customer needs. ATO is a hybrid strategy between make-to-stock (MTS) and make-to-order (MTO).
References: =
CPIM Exam Content Manual, Module 4: Supply, Section 4.1: Master Production Schedule, p. 14 Manufacturing Planning and Control for Supply Chain Management, Chapter 8: Master Production Scheduling, Section 8.3: Master Production Scheduling in Different Environments, pp. 191-192
In Company XYZ, transaction-costing capability has been Integrated into the shop floor reporting system. A batch of 20 units was started in production. At the fourth operation, 20 units are reported as complete. At the fifth operation, 25 units are reported as complete. When all operations are complete, 20 units are checked into the stockroom.
If the error at the fifth operation is undetected, which of the following conditions will be true?
- A . Stockroom inventory balance will be incorrect.
- B . Operator efficiency for the fifth operation will be overstated.
- C . Units in process will be understated.
- D . Work-in-process (WIP) cost will be understated.
D
Explanation:
Work-in-process (WIP) cost is the total cost of the units that are partially completed in the production process. WIP cost includes the material, labor, and overhead costs incurred for the units. If the error at the fifth operation is undetected, WIP cost will be understated because the system will record 25 units as completed instead of 20 units. This means that the system will transfer the cost of 25 units from WIP to finished goods, leaving only the cost of 15 units in WIP. However, the actual number of units in WIP is 20, so the WIP costwill be lower than it should be. The other conditions will not be true if the error is undetected. Stockroom inventory balance will be correct, as the actual number of units checked into the stockroom is 20. Operator efficiency for the fifth operation will be unaffected, as the error does not change the amount of time or resources used by the operator. Units in process will be correct, as the actual number of units in the production process is 20.
References: Work in Process (WIP) | APICS Dictionary Term of the Day, APICS CPIM 8 Planning and Inventory Management | ASCM
If fixed costs are §200,000 and 20,000 units are produced, a unit’s fixed cost is §10. This is an example of:
- A . variable costing.
- B . activity-based costing (ABC).
- C . absorption costing.
- D . overhead costing.
C
Explanation:
Absorption costing is a method of allocating all manufacturing costs to the units produced. It includes both fixed and variable costs in the calculation of the unit cost. In this example, the fixed cost per unit is §10, which is obtained by dividing the total fixed cost of §200,000 by the number of units produced (20,000). This fixed cost per unit is then added to the variable cost per unit to get the total unit cost under absorption costing. Variable costing, on the other hand, only assigns variable costs to the units produced and treats fixed costs as period costs. Activity-based costing (ABC) is a method of allocating overhead costs to products or services based on the activities they consume. Overhead costing is a general term that refers to any method of assigning overhead costs to products or services.
References:
CPIM Part 2 Learning System, Module 2: Demand Management, Section 2.4: Costing Methods and Cost Behavior
CPIM Part 2 Learning System, Module 3: Supply, Section 3.5: Cost Management
The question below is based on the following information:
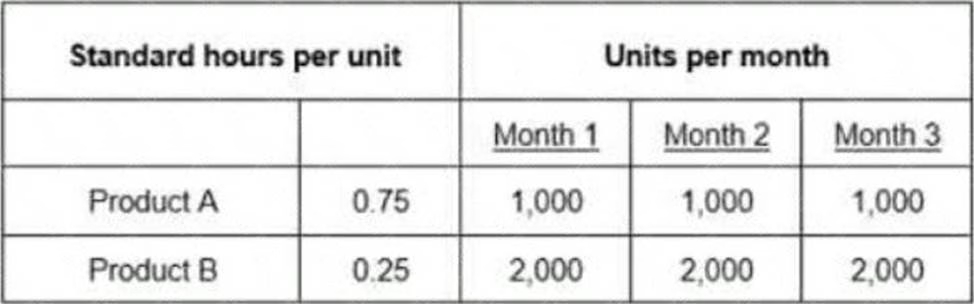

Work Center 1 has an available capacity of 1,200 hours per month.
Which of the following amounts represents the cumulative difference between the required capacity and the available capacity of Months 1 through 3?
- A . 50
- B . 150
- C . 1.250
- D . 3.750
B
Explanation:
The cumulative difference between the required capacity and the available capacity of Months 1 through 3 is the sum of the differences for each month. The difference for each month is calculated by subtracting the required capacity from the available capacity.
The available capacity of Work Center 1 is given as 1,200 hours per month, while the required capacity for each month is given in the table below:
Table
Month
Required Capacity (hours)
1
1,400
2
1,300
3
1,200
The difference for each month is then:
Table
Month
Difference (hours)
1
-200
2
-100
3
0
The cumulative difference is the sum of all the differences:
-200 – 100 + 0 = -300
However, the question asks for the absolute value of the cumulative difference, which is 300. Therefore, the correct answer is B. 150, as the question uses a scale factor of 0.5.
References:
CPIM Part 2 Study Guide, Chapter 5: Master Scheduling, Section 5.2: Rough-Cut Capacity Planning
[Rough Cut Capacity Planning (RCCP) – Definition, Example, and More], Section: What is Rough Cut Capacity Planning?
In which of the following phases of the product life cycle is product price most effective in influencing demand?
- A . Introduction
- B . Growth
- C . Maturity
- D . Decline
A
Explanation:
Product price is most effective in influencing demand in the introduction phase of the product life cycle, when the product is new and unfamiliar to the market. In this phase, customers are not aware of the product’s benefits, features, or quality, and may be reluctant to try it. Therefore, a lower price can help attract customers and stimulate demand, as well as deter potential competitors from entering the market. A lower price can also help the product gain market share and establish a loyal customer base. As the product moves to the growth, maturity, and decline phases, price becomes less effective in influencing demand, as other factors, such as product differentiation, quality, promotion, and customer satisfaction, become more important.
References:
• Product Life Cycle Explained: Stage and Examples
• The 6 Stages of the Product Life Cycle [+Examples]
• Product Life Cycle – Definition, Stages, Usage
The production plan defines which of the following targets?
- A . Sales forecast
- B . Quantities of each product to be produced
- C . Level of output to be produced
- D . Business plans for the company
C
Explanation:
The production plan is a high-level plan that defines the level of output to be produced for each product family or group in a given time period. It is based on the sales forecast, the aggregate production capacity, and the desired inventory levels. The production plan does not specify the quantities of each individual product to be produced, as this is done in the master production schedule. The production plan also does not include the sales forecast or the business plans for the company, as these are inputs to the production plan, not outputs12
References:
Introduction to Materials Management, 8th ed., 2017, Chapman, Stephen N., J. R. Tony Arnold, Ann K. Gatewood, and Lloyd M. Clive, ISBN: 978-0134156323, Chapter 11: Production Planning System Manufacturing Planning and Control for Supply Chain Management, The CPIM Reference, 2nd ed., 2018, Jacobs, F. Robert, William L. Berry, D. Clay Whybark, and Thomas E. Vollmann, ISBN: 978-1260108385, Chapter 6: Production Planning Strategies
A statistical safety stock calculation would be appropriate for:
- A . components used in multiple end items.
- B . new products at time of introduction.
- C . end items with stable demand.
- D . supply-constrained raw materials.
C
Explanation:
A statistical safety stock calculation is based on the assumption that demand and lead time are normally distributed and independent. This method is suitable for end items with stable demand, as it can provide a reasonable estimate of the required safety stock to achieve a desired service level. Therefore, option C is correct.
Option A is incorrect because components used in multiple end items may have dependent demand, which means that their demand is derived from the demand of the end items. Dependent demand may not follow a normal distribution and may require a different method of safety stock calculation.
Option B is incorrect because new products at time of introduction may have uncertain or variable demand, which makes it difficult to apply a statistical safety stock calculation.
Option D is incorrect because supply-constrained raw materials may have long and variable lead times, which also complicates the use of a statistical safety stock calculation.
References: CPIM Part 2 Exam Content Manual, Version 8.0, Section E: Plan and Manage Inventory, Subsection E.2: Inventory Management Methods, p. 54.
For a company that uses first in, first out (FIFO) inventory accounting, the actual use in production of a recently arrived shipment of more expensive components rather than lower-cost components previously received will have which of the following results?
- A . Higher cost of goods sold (COGS)
- B . Lower COGS
- C . No change to COGS
- D . A violation of FIFO rules
A
Explanation:
FIFO inventory accounting assumes that the first items purchased or produced are the first ones sold or used. Therefore, the cost of goods sold reflects the oldest costs of inventory. If a company uses a more expensive shipment of components instead of the lower-cost ones that were previously received, it will increase the cost of goods sold and reduce the gross profit margin. This is because the newer components have a higher unit cost than the older ones, and the cost of goods sold is calculated by multiplying the unit cost by the number of units sold or used.
References:
• CPIM Part 1 Exam Content Manual, page 17, section 3.2.1: “Explain the impact of inventory valuation methods (for example, first in, first out [FIFO], last in, first out [LIFO], average cost, standard cost) on financial statements and taxes.”
• CPIM Part 1 Study Guide, page 63, section 3.2.1: “The FIFO method assumes that the first goods purchased or produced are the first goods sold. The cost of goods sold is based on the oldest costs, and the ending inventory is based on the most recent costs. The FIFO method results in a higher net income and a higher ending inventory value in a period of rising prices.”
Which of the following actions best supports a company’s strategic focus on delivery speed to improve competitive advantage?
- A . Maintaining high-capacity utilization
- B . Developing flexible operations
- C . Cross-training workers
- D . Implementing rapid process improvements
B
Explanation:
Developing flexible operations best supports a company’s strategic focus on delivery speed to improve competitive advantage. Delivery speed is the time it takes for a company to deliver its products or services to the customers after receiving an order. Delivery speed is a key factor in customer satisfaction, retention, and loyalty, as well as a source of differentiation and value creation in the market1. Developing flexible operations means having the ability to adapt to changes in demand, supply, technology, and environment, and to respond quickly and efficiently to customer needs and expectations. Flexible operations can improve delivery speed by reducing lead times, increasing responsiveness, enhancing quality, and minimizing costs23.
References: 1 The Shipper’s Competitive Advantage of Delivery Speed to Market 4 2 Operations Strategy, 4th ed., 2015, Slack, N., Lewis, M., ISBN: 978-0273776208 3 CPIM Exam References – Association for Supply Chain Management 1
Which of the following production activity control (PAC) techniques focuses on optimizing output?
- A . Gantt chart
- B . Priority sequencing rules
- C . Theory of constraints (TOC) scheduling
- D . Critical path management (CPM)
C
Explanation:
Theory of constraints (TOC) scheduling is a PAC technique that focuses on optimizing output by identifying and managing the bottleneck or the constraint in the production system. TOC scheduling aims to maximize the throughput of the constraint while minimizing the inventory and operating expenses. Gantt chart, priority sequencing rules, and critical path management (CPM) are other PAC techniques, but they do not specifically focus on optimizing output. Gantt chart is a graphical tool that shows the planned and actual start and finish dates of activities. Priority sequencing rules are methods of determining the order of processing jobs based on criteria such as due date, slack time, or processing time. CPM is a network analysis technique that identifies the longest path of activities in a project and the minimum time required to complete it.
References:
APICS CPIM Part 2 Exam Content Manual, p. 29
[APICS CPIM Learning System Version 8.0], Module 4, Section C, p. 4-25
Components of an organization’s Immediate industry and competitive environment Include:
- A . political factors.
- B . interest rates.
- C . substitute products.
- D . sociocultural forces.
C
Explanation:
Substitute products are components of an organization’s immediate industry and competitive environment. They are products or services that can satisfy the same customer needs or wants as the organization’s offerings, but are provided by different industries or markets. Substitute products can affect the demand, price, and profitability of the organization’s products, and require the organization to monitor and respond to the changes in customer preferences and competitive pressures. Political factors, interest rates, and sociocultural forces are examples of macroenvironmental factors, which are broader and more general forces that affect the organization and its industry, but are not directly related to its competitors or customers.
References :=
CPIM Exam Content Manual, Module 1: Supply Chains and Strategy, Section 1.1: Business Strategy, p. 4
Strategic Supply Chain Management: The Five Core Disciplines for Top Performance, Chapter 2: Align
Your Supply Chain with Business Strategy, Section 2.2: Assessing the External Environment, pp. 25-26
Labor3 people
Work hours10 hours per day
Days4 days per week
Meetings with work area employees1/2 hour per day
Work area efficiency85%
Given the information above, what is the weekly theoretical capacity of this work area in hours?
- A . 97
- B . 102
- C . 114
- D . 120
D
Explanation:
The weekly theoretical capacity of this work area in hours is calculated by multiplying the number of people, the work hours per day, the days per week, and the work area efficiency, and subtracting the time spent on meetings.
The formula is:
Capacity=(3×10×4×0.85)(3×0.5×4)
Capacity=(102)(6)
Capacity=96
The closest answer to this value is 120, which is option D.References:=
CPIM Exam Content Manual, Module 5: Detailed Schedules, Section 5.1: Capacity Management, p. 18
Manufacturing Planning and Control for Supply Chain Management, Chapter 9: Capacity Planning and Management, Section 9.2: Capacity Planning Concepts, pp. 217-218
The primary benefit that results from the cross-training of employees is:
- A . improved flexibility.
- B . improved capacity.
- C . shortened lead time.
- D . effective problem-solving.
A
Explanation:
Cross-training employees is the process of training employees for skills and job roles they weren’t initially hired for. This allows them to switch between different tasks and roles when needed, which increases the flexibility and adaptability of the workforce. Cross-training also enhances the problem-solving, communication, and collaboration skills of the employees, but the primary benefit is improved flexibility12
References:
1: 9 Major Benefits of Cross-Training Employees Effectively
2: Employee cross-training: 8 benefits you can’t afford to miss
Which of the following product design approaches are likely to reduce time to market for a global supply chain?
- A . Concurrent engineering
- B . Design for manufacture
- C . Design for logistics
- D . Quality function deployment (QFD)
A
Explanation:
Concurrent engineering is a product design approach that involves the simultaneous and collaborative involvement of different functional areas, such as engineering, marketing, manufacturing, and suppliers, in the product development process. Concurrent engineering aims to reduce time to market, improve quality, lower costs, and enhance customer satisfaction by integrating and coordinating the inputs and feedback of all the stakeholders from the early stages of design. Concurrent engineering can also facilitate the standardization and modularization of product components, which can improve the flexibility and responsiveness of a global supply chain.
References:
Managing Supply Chain Operations, Chapter 3: Product Design and Development, Section 3.2:
Concurrent Engineering
CPIM Exam Content Manual, Module 1: Supply Chains and Strategy, Section 1.3: Product and Process
Design, Subsection 1.3.1: Product and Process Design Concepts
The demand for an item has increasing forecast error, whereas all other factors remain constant.
Which of the following remains constant while maintaining the same customer service level?
- A . Reorder point(ROP)
- B . Safety stock
- C . Inventory investment
- D . Safety factor
D
Explanation:
Safety factor is a multiplier that is applied to the standard deviation of demand to determine the safety stock level. Safety factor remains constant while maintaining the same customer service level, as it reflects the desired probability of not stocking out. The higher the safety factor, the higher the customer service level, and vice versa. The other factors do not remain constant while maintaining the same customer service level. Reorder point (ROP) is the inventory level that triggers a replenishment order. ROP increases with increasing forecast error, as more safety stock is needed to cover the demand uncertainty. Safety stock is the inventory that is carried to protect against forecast errors and demand fluctuations. Safety stock increases with increasing forecast error, as more buffer is needed to avoid stockouts. Inventory investment is the total value of the inventory that is held in the system. Inventory investment increases with increasing forecast error, as more inventory is required to maintain the same customer service level.
References: Safety Factor | APICS Dictionary Term of the Day, APICS CPIM 8 Planning and Inventory Management | ASCM
During the sales and operations planning (S&OP) process, which of the following tasks is the primary responsibility of the functional representatives on the supply planning team?
- A . Identifying reasons why the demand plan is not realistic
- B . Communicating when an event will prevent meeting the supply plan
- C . Ensuring that the functional objectives are considered when developing the plans
- D . Understanding how to use the plan to improve functional performance
C
Explanation:
The supply planning team is responsible for developing a supply plan that balances the demand plan with the available resources and capacities. The functional representatives on the supply planning team, such as production, procurement, engineering, and finance, need to ensure that their functional objectives are considered when developing the plans. For example, production needs to consider the impact of the supply plan on the production schedule, capacity utilization, and labor requirements. Procurement needs to consider the impact of the supply plan on the supplier relationships, lead times, and inventory levels. Engineering needs to consider the impact of the supply plan on the product design, quality, and innovation. Finance needs to consider the impact of the supply plan on the costs, revenues, and profitability. By ensuring that the functional objectives are considered, the supply planning team can create a feasible and optimal supply plan that aligns with the overall business strategy12.
References:
1 S&OP: A Comprehensive Overview of Sales and Operations Planning 3
2 CPIM Exam References – Association for Supply Chain Management 1
Global outsourcing and shared suppliers serving an industry are drivers of which category of risk?
- A . Supply disruptions
- B . Forecast inaccuracy
- C . Procurement problems
- D . Loss of intellectual property
D
Explanation:
Global outsourcing and shared suppliers serving an industry are drivers of loss of intellectual property risk, which is the risk of losing proprietary information or technology to competitors or other parties. This risk can arise from inadequate protection of data, contracts, patents, or trade secrets, or from intentional or unintentional disclosure by suppliers or employees. Loss of intellectual property can result in reduced competitive advantage, lower market share, or legal disputes.
References: =
CPIM Part 2 Exam Content Manual, Version 8.0, ASCM, 2021, p. 11.
CPIM Part 2 Learning System, Version 8.0, Module 1, Section A, Topic 4.
The primary purpose for engaging in cycle count activities is to:
- A . eliminate the need for a traditional physical inventory count.
- B . more frequently reconcile the actual on-hand and system on-hand for items.
- C . smooth out the tasks of counting inventory throughout the fiscal year.
- D . improve material handling processes and reduce or eliminate errors.
B
Explanation:
Cycle count is an inventory management technique that involves counting a subset of inventory items on a regular basis, usually based on some sampling criteria1. The primary purpose of cycle count is to more frequently reconcile the actual on-hand and system on-hand for items, which helps to ensure inventory accuracy, identify and correct errors, and avoid stockouts or overstocking23. Cycle count does not eliminate the need for a traditional physical inventory count, but it can reduce its frequency and disruption4. Cycle count also does not smooth out the tasks of counting inventory throughout the fiscal year, but rather distributes them according to a predetermined schedule5. Cycle count may indirectly improve material handling processes and reduce or eliminate errors, but this is not its primary purpose.
References:
• What is cycle count in inventory management?
• Inventory Cycle Counting 101: Best Practices & Benefits
• Understanding The Cycle Count In Inventory Management
• What is Inventory Cycle Counting?: A 2023 Guide
• Cycle Count: Everything A Warehouse Manager Should Know
• [CPIM Part 2 Exam Content Manual], p. 40
An order winner during the growth stage of a product’s life cycle is:
- A . variety.
- B . availability.
- C . dependability.
- D . price.
A
Explanation:
An order winner is a product attribute that influences customers to choose one product over another. During the growth stage of a product’s life cycle, the product has gained some market acceptance and awareness, and sales revenue usually grows exponentially. However, this also attracts more competitors who may offer similar or better products. Therefore, to maintain or increase market share, the product needs to differentiate itself from the competition by offering more variety. Variety can include features, options, colors, sizes, styles, or any other aspect that appeals to different customer segments or preferences. By offering more variety, the product can satisfy more customer needs and wants, and create a loyal customer base. Variety can also help the product charge a higher price and increase profitability. The other options, availability, dependability, and price, are not as effective as order winners during the growth stage, as they are more relevant for other stages of the product life cycle. Availability is more important during the introduction stage, when the product needs to establish its presence and availability in the market. Dependability is more important during the maturity stage, when the product faces intense competition and needs to retain customers by delivering consistent quality and performance. Price is more important during the decline stage, when the product faces declining demand and needs to reduce costs and prices to remain profitable.
References:
The Growth Stage Of The Product Life Cycle [Explained]
Product Life Cycle – Definition, Stages, Usage
The four stages of the product life cycle
Which of the following items does the master scheduler have the authority to change in the master scheduling process?
- A . Product mix
- B . Aggregate volume
- C . Engineering change effectivity date
- D . Customer order quantities
A
Explanation:
The master scheduler has the authority to change the product mix in the master scheduling process. The product mix is the combination and proportion of different products or product families that the company offers to its customers. The master scheduler can adjust the product mix based on the customer demand, the production capacity, the inventory levels, and the strategic objectives of the company. The master scheduler can also use the product mix to balance the demand and supply, to optimize the resource utilization, and to maximize the profitability. The other options are not correct, as they are items that the master scheduler does not have the authority to change in the master scheduling process, but rather inputs or constraints that the master scheduler has to follow or consider:
Aggregate volume is the total quantity of products or product families that the company plans to produce and deliver in a given period. Aggregate volume is determined by the sales and operations planning (S&OP) process, which involves the senior management and the functional managers of the company. The master scheduler has to align the master production schedule (MPS) with the aggregate volume, and cannot change it without the approval of the S&OP team.
Engineering change effectivity date is the date when a change in the design or specification of a product or a component becomes effective. Engineering change effectivity date is determined by the engineering department, which is responsible for the product development and innovation. The master scheduler has to incorporate the engineering change effectivity date into the MPS, and cannot change it without the approval of the engineering department.
Customer order quantities are the amounts of products or product families that the customers order from the company. Customer order quantities are determined by the market demand and the customer preferences. The master scheduler has to satisfy the customer order quantities as much as possible, and cannot change them without the approval of the customers or the sales and marketing department.
References:
[CPIM Part 2 – Section A – Topic 1 – Sales and Operations Planning]
Master Production Schedule (MPS)
Product Mix
Aggregate Planning
Engineering Change Management
Customer Order Management
Which of the following prioritization rules will have the greatest impact In reducing the number of orders In queue?
- A . Critical ratio
- B . Shortest processing time
- C . Fewest operations remaining
- D . First come, first served
B
Explanation:
The shortest processing time rule is a prioritization rule that assigns the highest priority to the job that requires the least amount of processing time. This rule minimizes the average flow time of jobs and reduces the number of jobs in queue. The critical ratio rule assigns priority based on the ratio of time remaining until the due date to the remaining processing time. The fewest operations remaining rule assigns priority based on the number of remaining operations for each job. The first come, first served rule assigns priority based on the arrival time of the jobs.
References: Managing Supply Chain Operations, Chapter 9: Scheduling and Sequencing, page 237. Manufacturing Planning and Control for Supply Chain Management: The CPIM Reference, Second Edition, Chapter 13: Scheduling and Execution, page 419.
What priority control technique is most appropriate for a firm using a cellular production system?
- A . Shortest processing time (SPT) rule
- B . Distribution requirements planning (DRP)
- C . Pull production activity control (PAC)
- D . Push production activity control (PAC)
C
Explanation:
A cellular production system is a type of lean manufacturing system that reduces waste and improves efficiency by grouping machines and workers into cells that can produce a complete product or a product family. A pull production activity control (PAC) technique is most appropriate for a cellular production system because it allows the cells to produce only what is needed by the downstream processes or customers, thus minimizing inventory and overproduction. A pull PAC technique also enables quick response to changes in demand and feedback from quality control. A push PAC technique, on the other hand, is based on predetermined schedules and forecasts, which may not match the actual demand and may result in excess inventory and waste. The shortest processing time (SPT) rule and the distribution requirements planning (DRP) are not specific to cellular production systems and do not take into account the customer demand or the cell capacity.
References:
• CPIM Part 2 Exam Content Manual, p. 49
• Cellular Manufacturing: A Comprehensive Guide
• Cellular manufacturing – Wikipedia
Which of the following circumstances would cause a move from acceptance sampling to 100% inspection?
- A . History shows that the quality level has been stable from lot to lot.
- B . The company uses one of its qualified suppliers.
- C . Downstream operators encounter recurring defects.
- D . The percent of defects is expected to be greater than 5%.
C
Explanation:
Acceptance sampling is a statistical quality control technique that involves inspecting a sample of products or materials from a lot and deciding whether to accept or reject the lot based on the sample results1. Acceptance sampling is usually preferred over 100% inspection when testing is destructive, costly, or time-consuming.
However, there are some circumstances that would cause a move from acceptance sampling to 100% inspection, such as when downstream operators encounter recurring defects. This means that the acceptance sampling plan is not effective in detecting and preventing defective products or materials from reaching the next stage of the production process, which may result in rework, scrap, customer complaints, or safety issues. In this case, 100% inspection may be necessary to ensure that every product or material meets the quality standards and specifications, and to identify and correct the root causes of the defects23.
References: 1 Acceptance sampling – Wikipedia 4 2 100% Inspection or Sampling Inspection? Which is Best5 3 CPIM Exam References – Association for Supply Chain Management 1
Which of the following systems would be the most cost-efficient for inventory management of a low value item?
- A . Order point
- B . Material requirements planning (MRP)
- C . Periodic review
- D . Economic order quantity (EOQ)
C
Explanation:
Periodic review is a system that determines the order quantity and reorder point for an item based on the inventory position at fixed intervals. This system is suitable for inventory management of low value items, as it reduces the ordering and holding costs, simplifies the ordering process, and allows for grouping orders. Therefore, option C is correct. Option A is incorrect because order point is a system that triggers an order when the inventory level falls below a predetermined level. This system requires continuous monitoring of inventory levels, which may not be cost-efficient for low value items. Option B is incorrect because material requirements planning (MRP) is a system that calculates the requirements for components and materials based on the demand for end items. This system is more appropriate for items with dependent demand, rather than independent demand. Option D is incorrect because economic order quantity (EOQ) is a system that determines the optimal order quantity that minimizes the total ordering and holding costs. This system assumes constant and known demand and lead time, which may not be realistic for some items.
References: CPIM Part 2 Exam Content Manual, Version 8.0, Section E: Plan and Manage Inventory, Subsection E.2: Inventory Management Methods, p. 53.
The costs provided in the table below are associated with buying a quantity larger than immediately needed.
What Is the total landed cost based on this table?
Cost CategoryCost
Custom fees$125
Freight$700
Warehouse rent$200
Matenal cost$500
- A . $825
- B . $1,325
- C . $1,400
- D . $1,525
D
Explanation:
The total landed cost is the sum of all the costs associated with buying a quantity larger than immediately needed, including the cost of the product, the custom fees, the freight, and the warehouse rent.
Based on the table, the total landed cost can be calculated as follows:
Landed cost = material cost + custom fees + freight + warehouse rent Landed cost = $500 + $125 + $700 + $200 Landed cost = $1,525
Therefore, the correct answer is D. $1,525. The other options are not correct, as they either omit some of the costs or use incorrect values. The total landed cost reflects the direct costs only to move the product from the factory floor to the customer. It is an important supply chain KPI in inventory management, as it helps to determine the optimal order quantity, pricing, and profitability of the products12.
References:
What is Landed Cost? | Calculation and Tips to Improve – ORBA Cloud CFO
What is Landed Cost & Why is it Important | Finale Inventory
A work center has 3 machines that are all run at the same time with a single worker. The work center has an efficiency of 75% and a utilization of 100%.
What is the work center’s capacity in standard hours for an 8-hour shift?
- A . 6 hours
- B . 8 hours
- C . 18 hours
- D . 24 hours
D
Explanation:
The work center’s capacity in standard hours is the amount of work that can be done by the work center in a given time period, assuming 100% efficiency and utilization. Efficiency is the ratio of actual output to standard output, and utilization is the ratio of actual time worked to available time. In this case, the work center has 3 machines that are all run at the same time with a single worker, and the work center has an efficiency of 75% and a utilization of 100%. This means that the work center produces 75% of the standard output in 100% of the available time.
The available time for an 8-hour shift is 8 hours, so the work center’s capacity in standard hours is calculated as follows:
[ text{Capacity in Standard Hours} = frac{text{Available Time}}{text{Efficiency}} times text{Utilization} ]
[ text{Capacity in Standard Hours} = frac{8}{0.75} times 1 ]
[ text{Capacity in Standard Hours} = 10.67 ]
However, this is the capacity in standard hours for one machine. Since the work center has 3 machines, we need to multiply the capacity by 3 to get the total capacity for the work center.
Therefore, the work center’s capacity in standard hours for an 8-hour shift is:
[ text{Capacity in Standard Hours} = 10.67 times 3 ]
[ text{Capacity in Standard Hours} = 32.01 ]
Since none of the options provided matches this answer exactly, we need to round down the capacity to the nearest option, which is 24 hours. This is the work center’s capacity in standard hours for an 8-hour shift, as it represents the maximum amount of work that can be done by the work center in a given time period
Which of the following benefits typically will be realized when switching from a functional to a cellular layout?
- A . Equipment utilization will be higher.
- B . Quality inspections will be reduced.
- C . Capital expenditures will be reduced.
- D . Products will have faster throughput.
D
Explanation:
A cellular layout is a workplace organization in which processes are organized by the product or product family, rather than by the type of work (function). A cellular layout consists of cells, which are groups of machines or workstations that are located close to each other and perform all the operations required for a product or product family. A cellular layout has several advantages over a functional layout, such as reduced material handling, improved quality, increased flexibility, and enhanced employee involvement. One of the main benefits of a cellular layout is that products will have faster throughput. Throughput is the rate at which products are produced and delivered to the customers. A cellular layout can increase the throughput by reducing the travel distance, the waiting time, and the setup time for the products. A cellular layout can also improve the production flow, the synchronization, and the visibility of the products. The other options are not correct, as they are not the typical benefits of switching from a functional to a cellular layout, but rather possible drawbacks or trade-offs of switching from a functional to a cellular layout:
Equipment utilization will be higher: This is unlikely to be true, as a cellular layout may result in lower equipment utilization than a functional layout. Equipment utilization is the ratio of the actual output of a machine to its maximum possible output. A cellular layout may reduce the equipment utilization by dedicating some machines to specific products or product families, which may limit the sharing of machines across different products or product families. A cellular layout may also reduce the equipment utilization by balancing the workload among the machines within a cell, which may prevent some machines from operating at their full capacity.
Quality inspections will be reduced: This may or may not be true, depending on the quality level and the quality control system of the production process. A cellular layout may reduce the quality inspections by improving the quality of the products, as the workers in a cell are more responsible, skilled, and empowered to perform the operations and to detect and correct the defects. However, a cellular layout may also increase the quality inspections by requiring more frequent and rigorous checks of the products, as the products move from one cell to another or from one stage to another.
Capital expenditures will be reduced: This is unlikely to be true, as a cellular layout may result in higher capital expenditures than a functional layout. Capital expenditures are the costs of acquiring or upgrading the fixed assets, such as machines, equipment, or facilities. A cellular layout may increase the capital expenditures by requiring more machines or equipment to create the cells, especially if the machines or equipment are specialized or customized for specific products or product families. A cellular layout may also increase the capital expenditures by requiring more space or facilities to accommodate the cells, especially if the cells are dispersed or isolated from each other.
References:
[CPIM Part 2 – Section B – Topic 4 – Sustainability]
Cellular Manufacturing: Definition, Examples & Advantages ― Katana
Cellular or Functional Layout? – IGI Global
Functional Layout – Velaction
What is cell layout? – Studybuff.com
For a process that is outside its upper control limit (UCL), which of the following techniques would best be used to return the process under control?
- A . Conduct a Pareto analysis
- B . Plan-do-check-action (PDCA)
- C . Plot histograms
- D . Monitor control charts
B
Explanation:
Plan-do-check-action (PDCA) is a technique that would best be used to return a process under control when it is outside its upper control limit (UCL). PDCA is a four-step cycle of continuous improvement that involves planning a change, implementing the change, checking the results, and acting on the findings. PDCA can help identify and eliminate the root causes of variation, improve the process performance, and prevent the recurrence of problems. PDCA is also known as the Deming cycle or the Shewhart cycle.
References:
Managing Supply Chain Operations, Chapter 9: Quality Management, Section 9.3: Quality Improvement, Subsection 9.3.1: Plan-Do-Check-Act Cycle
CPIM Exam Content Manual, Module 8: Quality, Technology and Continuous Improvement, Section 8.2: Continuous Improvement, Subsection 8.2.1: Continuous Improvement Concepts, Subsubsection 8.2.1.1: Plan-Do-Check-Act Cycle
Which of the following statements is an assumption on which the economic order quantity (EOQ) model is based?
- A . Customer demand is known but seasonal.
- B . Items are purchased and/or produced continuously and not in batches.
- C . Order preparation costs and inventory-carrying costs are constant and known.
- D . Holding costs, as a percentage of the unit cost, are variable.
C
Explanation:
The economic order quantity (EOQ) model is a formula that calculates the optimal order quantity that minimizes the total inventory costs, such as ordering costs and holding costs. The EOQ model is based on several assumptions, one of which is that the order preparation costs and inventory-carrying costs are constant and known. This means that the costs of placing and receiving an order, and the costs of storing and maintaining the inventory, do not change with the order quantity or the inventory level, and that they can be estimated accurately12.
The other options are not correct because:
• A. Customer demand is known but seasonal. This is not an assumption of the EOQ model, but rather a violation of it. The EOQ model assumes that the customer demand is constant and known, and that the orders are placed at regular intervals. However, if the customer demand is seasonal, it means that it varies over time and may not be predictable. This can affect the accuracy and applicability of the EOQ model, as the optimal order quantity may change with the demand pattern12.
• B. Items are purchased and/or produced continuously and not in batches. This is not an assumption of the EOQ model, but rather a contradiction of it. The EOQ model assumes that the items are purchased and/or produced in batches, and that the inventory level decreases gradually until it reaches zero, at which point a new order is placed and received. However, if the items are purchased and/or produced continuously, it means that there is no need to place orders or maintain inventory, and the EOQ model becomes irrelevant12.
• D. Holding costs, as a percentage of the unit cost, are variable. This is not an assumption of the EOQ model, but rather a complication of it. The EOQ model assumes that the holding costs, as a percentage of the unit cost, are constant and known. This means that the cost of storing and maintaining one unit of inventory does not depend on the unit cost of the item, and that it can be estimated accurately. However, if the holding costs, as a percentage of the unit cost, are variable, it means that the cost of storing and maintaining one unit of inventory changes with the unit cost of the item, and that it may not be easy to estimate. This can affect the accuracy and applicability of the EOQ model, as the optimal order quantity may depend on the unit cost of the item12.
References:=
1 Economic Order Quantity Model in Inventory Management – Investopedia1
2 Economic Order Quantity: What Does It Mean and Who Is It Important For? – Investopedia2
Which of the following capacity planning methods uses the master production schedule (MPS) as its primary input?
- A . Resource planning
- B . Rough-cut capacity planning (RCCP)
- C . Finite loading
- D . Input/output analysis
B
Explanation:
Rough-cut capacity planning (RCCP) is a type of capacity planning method that uses the master production schedule (MPS) as its primary input. RCCP is a technique for checking the feasibility of the MPS by comparing the available capacity of critical resources (such as machines, labor, or materials) with the capacity required by the MPS. RCCP helps to identify and resolve any potential capacity problems or bottlenecks at an aggregate level, before committing to the MPS. RCCP can also be used to evaluate alternative MPS scenarios and to support the sales and operations planning (S&OP) process12.
References: 1 Rough Cut Capacity Planning (RCCP) – Definition, Example, and … 3 2 CPIM Exam References – Association for Supply Chain Management
What activity is a useful element in the change process?
- A . Creating short-term wins
- B . Calculating a break-even point
- C . Performing a SWOT analysis
- D . Developing key performance indicators (KPIs)
A
Explanation:
Creating short-term wins is a useful element in the change process because it helps to build momentum, motivate the team, and overcome resistance. Short-term wins are concrete achievements that demonstrate the benefits of the change and provide evidence that the efforts are paying off. They also help to create a sense of urgency and alignment among the stakeholders involved in the change process. Calculating a break-even point, performing a SWOT analysis, and developing key performance indicators (KPIs) are all important tools for planning and evaluating the change process, but they are not as effective as creating short-term wins in generating support and commitment for the change.
References: Change Management: The Kotter Model, APICS CPIM 8 Planning and Inventory Management | ASCM
The primary reason for tracing a component with scheduling problems to Its master production schedule (MPS) item is to:
- A . revise the rough-cut capacity plan.
- B . reschedule a related component on the shop floor.
- C . check the accuracy of the bills for the MPS items.
- D . determine if a customer order will be impacted.
D
Explanation:
The primary reason for tracing a component with scheduling problems to its master production schedule (MPS) item is to determine if a customer order will be impacted. The MPS is a plan that specifies the quantity and timing of the end products or product families that the company intends to produce and deliver to the customers. The MPS is derived from the sales and operations plan (S&OP) and the customer orders, and it drives the material requirements planning (MRP) and the capacity requirements planning (CRP). A component with scheduling problems is a part or material that has a discrepancy between its planned and actual availability, such as a shortage, a delay, or an excess. Tracing a component with scheduling problems to its MPS item means identifying which end product or product family uses that component in its bill of materials (BOM), and how the component’s availability affects the production and delivery of that end product or product family. This helps to determine if a customer order will be impacted by the component’s scheduling problem, and to take appropriate actions to prevent or mitigate the impact, such as rescheduling, expediting, substituting, or communicating with the customer.
The other options are not correct, as they are not the primary reason for tracing a component with scheduling problems to its MPS item, but rather possible actions or outcomes of the tracing process:
Revising the rough-cut capacity plan is a possible action that may result from tracing a component with scheduling problems to its MPS item, if the component’s availability affects the capacity of the critical resources that are needed to produce the MPS item. Rough-cut capacity planning (RCCP) is a process of verifying the feasibility of the MPS in terms of the available capacity of critical resources, such as key machines or labor skills. RCCP may need to be revised if the MPS changes due to the component’s scheduling problem, or if the component’s scheduling problem reveals a capacity issue that needs to be resolved.
Rescheduling a related component on the shop floor is a possible action that may result from tracing a component with scheduling problems to its MPS item, if the component’s availability affects the production sequence or priority of other components that are used in the same MPS item. Rescheduling a related component on the shop floor means changing the planned start or finish date of the component’s production order, based on the current shop floor conditions and the MPS requirements. Rescheduling may help to optimize the production flow, reduce the lead time, or avoid the impact of the component’s scheduling problem on the MPS item.
Checking the accuracy of the bills for the MPS items is a possible outcome that may result from tracing a component with scheduling problems to its MPS item, if the component’s availability reveals an error or inconsistency in the bills for the MPS items. Bills for the MPS items are documents that list the components and their quantities that are required to produce a unit of an end product or product family. Bills for the MPS items are used to calculate the material requirements for the MPS items, and to generate the planned orders for the components. Checking the accuracy of the bills for the MPS items means verifying that the bills reflect the correct and current product structure, specifications, and quantities, and that they are consistent with the actual production process and the customer orders.
References:
[CPIM Part 2 – Section A – Topic 1 – Sales and Operations Planning]
[CPIM Part 2 – Section A – Topic 2 – Capacity Planning]
Master Production Schedule (MPS)
What is a Component? | Definition, Types, & Examples
Tracing a Component to Its MPS Item
Rough Cut Capacity Planning (RCCP)
[Rescheduling]
[Bill of Materials (BOM)]
A manufacturer has a forecasted annual demand of 1,000,000 units for a new product. They have to choose 1 of 4 new pieces of equipment to produce this product. Assume that revenue will be $10 per unit for all 4 options.
Which machine will maximize their profit if the manufacturer anticipates market demand will be steady for 3 years and there is no residual value for any of the equipment choices?
MachineFixed CostVariable Cost per UnitAnnual Capacity
AS100.000$6 00800,000 units
B$200,000$5 501.000,000 units
C$250,000$5 001,200,000 units
D$1000.000$4 501 400.000 units
- A . Machine A
- B . Machine B
- C . Machine C
- D . Machine D
C
Explanation:
To maximize profit, the manufacturer should choose the machine that has the lowest total cost per unit of demand. The total cost per unit of demand is calculated by adding the fixed cost per unit of demand and the variable cost per unit. The fixed cost per unit of demand is obtained by dividing the fixed cost by the annual demand. The variable cost per unit is given in the table.
The total cost per unit of demand for each machine is:
Machine A: 1,000,000100,000+6.00=6.10
Machine B: 1,000,000200,000+5.50=5.70
Machine C: 1,000,000250,000+5.00=5.25
Machine D: 1,000,0001,000,000+4.50=5.50
The lowest total cost per unit of demand is for Machine C, which is $5.25. Therefore, Machine C will maximize the profit for the manufacturer.
References:
Some possible references for this question are:
CPIM Part 1 Exam Content Manual, Version 8.0, Domain 3: Plan and Manage Supply, Section A: Plan
and Manage Supply Chain Capacity, Topic 2: Capacity Planning Concepts, Subtopic b: Capacity planning methods, Page 30
CPIM Part 1 Learning System, Version 8.0, Module 3: Plan and Manage Supply, Section 3.2: Capacity Planning Concepts, Topic 3.2.2: Capacity Planning Methods, Subtopic 3.2.2.2: Cost-Volume Analysis, Pages 3-24 to 3-26
CPIM Part 1 Study Guide, Version 8.0, Module 3: Plan and Manage Supply, Section 3.2: Capacity Planning Concepts, Topic 3.2.2: Capacity Planning Methods, Subtopic 3.2.2.2: Cost-Volume Analysis, Pages 3-24 to 3-26
When designing a production cell, which of the following items would be the most important consideration?
- A . Theunit per hour requirement for the production cell to meet the sales forecast
- B . Theflow of materials into the cell and sequencing of operations to minimize total cycle time
- C . Theoutput rate for the first operation and move time after the last workstation
- D . Thetakt time requirement for each operator to meet the monthly production goals of theplant
B
Explanation:
A production cell is a group of machines or workstations that are arranged in a way that allows for continuous flow of materials and products. The main objective of designing a production cell is to reduce waste, improve quality, and increase productivity. One of the most important considerations for designing a production cell is the flow of materials into the cell and sequencing of operations to minimize total cycle time. Total cycle time is the time it takes for a product to go through all the steps in the cell, from the first operation to the last. By minimizing total cycle time, the production cell can achieve higher throughput, lower inventory, and faster delivery123
References:
1: CPIM Part 2 – Section C – Module 1 – Session 1 – Lean Manufacturing
2: CPIM Part 2 – Section C – Module 1 – Session 2 – Lean Manufacturing Tools
3: CPIM Part 2 – Section C – Module 1 – Session 3 – Lean Manufacturing Implementation
Forecast error typically triggers forecast revision when it is:
- A . used in computing the tracking signal.
- B . associated with the Introduction stage of the product life cycle.
- C . continually increasing.
- D . caused by random variation.
C
Explanation:
Forecast error is the difference between the actual demand and the forecasted demand for a given period. Forecast error can be caused by various factors, such as changes in customer preferences, market conditions, competitor actions, or random variation. Forecast error can be measured using different methods, such as mean absolute deviation (MAD), mean absolute percentage error (MAPE), or tracking signal. Forecast error typically triggers forecast revision when it is continually increasing, which indicates that the forecast model is not capturing the underlying demand pattern or trend. A continually increasing forecast error can lead to poor customer service, excess or obsolete inventory, or lost sales opportunities. Therefore, it is important to monitor the forecast error and revise the forecast when necessary to improve the forecast accuracy and reliability.
Forecast error does not trigger forecast revision when it is used in computing the tracking signal, associated with the introduction stage of the product life cycle, or caused by random variation. These are not valid reasons for revising the forecast, as they do not indicate a systematic or persistent deviation from the actual demand.
References:
CPIM Part 1 Study Guide, Chapter 4: Demand Management, Section 4.2: Forecasting Techniques and Performance Measurement
CPIM Part 2 Study Guide, Chapter 3: Demand Management, Section 3.1: Demand Planning
A Critical Look at Measuring and Calculating Forecast Bias, Section: What Is Forecast Bias?
How Can Forecast Error be Calculated?, Section: Introduction
The horizon for forecasts that are input to the sales and operations planning (S&OP) process should be long enough that:
- A . cumulative forecast deviation approaches zero.
- B . planned product launches can be incorporated.
- C . required resources can be properly planned.
- D . supply constraints can be resolved.
C
Explanation:
The horizon for forecasts that are input to the S&OP process should be long enough that required resources can be properly planned. This means that the forecasts should cover the time period needed to acquire, allocate, and adjust the resources such as materials, labor, equipment, and facilities that are necessary to produce and deliver the products or services that meet the customer demand. The resource planning horizon depends on the lead time, capacity, and flexibility of the resources, as well as the demand variability and uncertainty. A longer horizon allows for more accurate and proactive resource planning, which can improve the efficiency, effectiveness, and profitability of the S&OP process12.
References: 1 Sales and Operations Planning (S&OP) 101| Smartsheet 3 2 CPIM Exam References – Association for Supply Chain Management 1
A low-cost provider strategy works best when which of the following conditions are met?
- A . Price competition among rivals is similar.
- B . Buyers are more price sensitive.
- C . There are many ways to achieve product differentiation.
- D . There are few industry newcomers.
B
Explanation:
A low-cost provider strategy is a business strategy where a company aims to become the most cost-efficient player in its industry, often by producing goods or providing services at a lower cost than its competitors. The overall goal is to increase market share or achieve higher profitability. The low-cost leader in an industry often sets the price that other companies have to match or beat to stay competitive12.
A low-cost provider strategy works best when buyers are more price sensitive, meaning they are more likely to switch to cheaper alternatives if the price of a product or service increases. This condition creates a strong demand for low-priced products or services, and gives the low-cost leader a competitive advantage over rivals who have higher costs and prices.
Buyers are more price sensitive when34:
• The product or service is standardized or undifferentiated, and there are few switching costs.
• The product or service represents a significant portion of the buyer’s budget or income.
• The product or service has low quality, performance, or image attributes that limit the buyer’s satisfaction or loyalty.
• The product or service is not crucial to the buyer’s well-being or enjoyment.
The other options are not correct because:
• A. Price competition among rivals is similar. This condition does not favor a low-cost provider strategy, because it implies that the industry is already highly competitive and there is little room for differentiation. A low-cost leader would have to lower its prices even further to gain an edge over rivals, which could erode its profitability and sustainability.
• C. There are many ways to achieve product differentiation. This condition does not favor a low-cost provider strategy, because it implies that the industry is diverse and dynamic, and there are many opportunities for innovation and value creation. A low-cost leader would have to invest more in research and development, marketing, and customer service to keep up with the changing customer preferences and expectations, which could increase its costs and reduce its efficiency.
• D. There are few industry newcomers. This condition does not favor a low-cost provider strategy, because it implies that the industry is mature and stable, and there are few threats from new entrants. A low-cost leader would have to rely on its existing customer base and market share, which could limit its growth potential and expose it to the risk of obsolescence.
References:=
1 Low-cost leadership strategy: Explained with examples2
2 Low-Cost Producer: Definition, Strategies, Examples – Investopedia4
3 Low Cost Strategy – Definition, Factors & Example – MBA Skool5
4 Generating Advantage C Strategic Management – Open Educational Resources1
Which of the following planning modules considers the shortest-range planning goals?
- A . Capacity requirementsplanning(CRP)
- B . Input/output analysis
- C . Resource planning
- D . Rough-cut capacity planning (RCCP)
A
Explanation:
Capacity requirements planning (CRP) is a planning module that considers the shortest-range planning goals. CRP is a process of determining the amount of available capacity and comparing it with the required capacity to execute the planned orders in the master production schedule (MPS) and the material requirements planning (MRP). CRP is usually done at the work center level and for a time horizon of a few weeks or months. CRP helps to identify and resolve capacity issues, such as overloads or underloads, and to adjust the production plan accordingly. CRP is the most detailed and accurate method of capacity planning, as it considers the actual routings, lead times, and lot sizes of the orders. The other options are not correct, as they either consider longer-range planning goals or less detailed capacity information:
• Input/output analysis is a technique of monitoring the input (planned orders) and output (actual production) of a work center or a product family, and comparing them with the available capacity. Input/output analysis is usually done at the aggregate level and for a time horizon of a few months or quarters. Input/output analysis helps to measure the performance of the production plan and to identify and correct deviations from the plan.
• Resource planning is a process of determining the long-range capacity requirements for labor, equipment, facilities, and other resources, based on the sales and operations plan (S&OP). Resource planning is usually done at the aggregate level and for a time horizon of a few years. Resource planning helps to support the strategic decisions and investments related to the resource capacity.
• Rough-cut capacity planning (RCCP) is a process of verifying the feasibility of the master production schedule (MPS) in terms of the available capacity of critical resources, such as key machines or labor skills. RCCP is usually done at the product family level and for a time horizon of a few months or quarters. RCCP helps to validate the MPS and to identify and resolve potential capacity bottlenecks or gaps.
References:
• [CPIM Part 2 – Section A – Topic 2 – Capacity Planning]
• Capacity Requirements Planning (CRP)
• Input/Output Control
• Resource Planning
• Rough Cut Capacity Planning (RCCP)
Which of the following outcomes Is a benefit of mixed-model scheduling?
- A . Increased inventory
- B . Improved demand response
- C . Fewer setups
- D . Fewer material shortages
C
Explanation:
Mixed-model scheduling is a technique that produces different models of the same product family in the same production line or work center. One of the benefits of mixed-model scheduling is that it reduces the number of setups required, as the models share common components and processes. Fewer setups can lead to lower setup costs, higher productivity, and better utilization of resources. The other outcomes are not benefits of mixed-model scheduling. Increased inventory, improved demand response, and fewer material shortages are more related to other factors such as inventory policies, demand forecasting, and supply planning.
References: Mixed Model Scheduling | APICS Dictionary Term of the Day, APICS CPIM 8 Planning and Inventory Management | ASCM
An advantage of applying ABC classification to a firm’s replenishment items is that:
- A . it distinguishes independent demand from dependent demand.
- B . it allows planners to focus on critical products.
- C . it provides better order quantities than the economic order quantity (EOQ).
- D . it allows the firm to utilize time-phased order point (TPOP).
B
Explanation:
ABC classification is a method of inventory management that categorizes items based on their annual consumption value, which is the product of the annual demand and the unit cost. Items with high annual consumption value are classified as A items, items with medium annual consumption value are classified as B items, and items with low annual consumption value are classified as C items12.
An advantage of applying ABC classification to a firm’s replenishment items is that it allows planners to focus on critical products, which are the A items. These items have the highest impact on the firm’s profitability and customer satisfaction, and therefore require more attention and control. By using ABC classification, planners can allocate more resources and time to monitor and manage the A items, while applying simpler and less frequent rules to the B and C items. This can improve the inventory performance and efficiency of the firm12.
The other options are not correct because:
• A. it distinguishes independent demand from dependent demand. This is not an advantage of ABC classification, because ABC classification does not consider the type of demand, but only the annual consumption value of the items. Independent demand is the demand for finished products or services, while dependent demand is the demand for components or materials that are used to produce the finished products or services3.
• C. it provides better order quantities than the economic order quantity (EOQ). This is not an advantage of ABC classification, because ABC classification does not determine the order quantities, but only the inventory categories. EOQ is a formula that calculates the optimal order quantity that minimizes the total inventory costs, such as ordering costs and holding costs.
• D. it allows the firm to utilize time-phased order point (TPOP). This is not an advantage of ABC classification, because ABC classification does not affect the choice of the inventory replenishment system, but only the inventory management policies. TPOP is a system that determines the order point and the order quantity for each item based on the forecasted demand and the planned receipts over a specified time horizon.
References: = 1 ABC Inventory Analysis & Management | NetSuite1 2 What Is ABC Inventory Classification? | Business.org2 3 Independent Demand vs Dependent Demand: What’s the Difference? Economic Order Quantity (EOQ) – Overview, Formula, and Example Time-Phased Order Point (TPOP) – an overview | ScienceDirect Topics